Manufacturing medical devices has always been a tricky task. Unlike consumer technology, the impact of a poorly built medical device can be severe and life-threatening. Producing devices for the human body can require precision on a level that used to be science fiction, but the development of ultra-short laser technology is taking their development to a whole new level.
Manufacturing medical devices has always been a tricky task. Unlike consumer technology, the impact of a poorly built medical device can be severe and life-threatening. Producing devices for the human body can require precision on a level that used to be science fiction, but the development of ultra-short laser technology is taking their development to a whole new level.
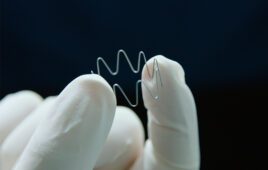
Boston-based Resonetics is a laser micromachining company that produces a variety of parts and devices for the medtech and life science industries, including delicately structured bioresorbable stents. The company knows how important quality is when it comes to these parts.
“When you look at scaffolds or stents, there are several parameters of quality,” explains advanced technology VP Sergey Broude.
“One, of course, is the fidelity of the pattern with respect to the design, which comes from the customer. The second one is the state of the edge of the material after you cut it, because in all laser micromachining, metals and polymers, there’s always some propagation of effect of your laser into the material which stays on the target,” Broude said.
The next parameter is the presence or absence of debris such as burrs or recasts on the edge of the part. These issues may require post-processing and post-laser cleaning, Broude said, which can be tricky with the polymers and materials used in bioresorbable stents.
Resonetics had, for years, operated with excimer lasers using a mask projection approach, he said. Even after bioresorbable stents hit the scene, excimer lasers still seemed to work – but slowly, and the process wasn’t optimal for bioresorbable materials.
“The trouble with excimer is it’s quite slow – these lasers can only operate at the rate of about 200Hz. You can’t go to fast with them,” Broude said. “So, over the years, for this application and other polymers, bioabsorbable or not, there was a tendency – and we were part of this – to search for a new laser.”
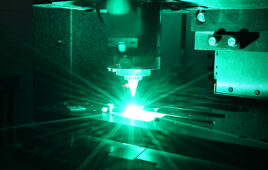
Enter the ultra-short-pulse femtosecond laser. Known as fsec, the technology produces pulses that leave no thermal fingerprint on the part. Disk-based fsec lasers offer sub-400 fsec pulses, plus best-in-class beam quality and peak power well-suited for cold ablation cutting, rather than a melt-ejection process. The resulting cut requires minimal post-processing and the smaller beam size allows machining of minute details.
The process works especially well for production of catheters, heart valves, and stents, for medical and glass-cutting and marking applications, as well as for 3D-structuring of ceramic material for dental implants. But perhaps the most interesting potential use is on a whole new class of bioresorbable materials – polymers that can safely remain in the body for controlled lengths of time before absorbing, as an alternative to traditional polymer or metal components.
In the past, fsec lasers were considered too slow for commercially viable operations. But recent studies evaluating cutting time per part and post-processing steps demonstrated that the return on investment for a disk fsec laser can be less than 12 months, especially for high-value components.
“Short-pulse lasers are relatively expensive to buy but cheaper to run than excimer lasers, and don’t require the nasty gasses that excimer lasers require,” Broude said. “So in many cases it’s easier to integrate them into the clean room environment or into states where environmental controls are more strict than others.”
The femtosecond laser is a dry format – no water or heat is introduced in the part. The number of steps is reduced; the part is machined then undergoes an electro-chemical process to round the edges. The integrity of the part is improved, several time-consuming steps are eliminated, and yields can be closer to 95%.
The femtosecond laser is also the only technology appropriate for machining medical products out of new bioresorbable polymers. Next-generation advanced bioresorbables (also called aspirants) are designed to meet precise degradation rates and other specifications.
“These lasers are different from excimer lasers in the sense that this is a Gaussian beam laser and we use it in direct-writing mode, where the beam is taken from the laser then formed by some optics and focused on the target,” Broude explained. “We’re currently applying a number of ultra-fast lasers for making stents, scaffolds and bioresorbable stents.”
The bioresorbable material can be machined into any stent profile, but it must be machined correctly and without induced heat. Failure to do so might lead to crystallization in the material, degrading its structure, lifespan and ability to dispense medicine at the correct rate. Because bioresorbables dissolve, they can’t be cleaned like most plastics, nor can they be touched with liquid solutions – another reason the fsec laser is a better choice.
Largely composed of polyesters, primarily homopolymers and copolymers of polylactic acid and polyglycolic acid, bioresorbables show promise for a variety of uses, including cardio stents for patients who may have been stented numerous times and can no longer tolerate a traditional fixed stent.
With the faster, more functional lasers at work, Broude said Resonetics has the ability to explore new materials for creating next-generation bioabsorbables as well.
“We see, both industrial and academic, new publications where people are using ultrashort lasers for newer and newer sets of materials,” said Broude. “And we are following this trend.”