Machinists producing parts for medical device OEMs face demands for smaller parts, tighter tolerances, faster turnarounds, and new materials. This report, based on interviews with experts in the field, explores these and other topics.
AT A GLANCE
 A bank of Swiss-style machines (Photo courtesy Norman Noble Inc.) |
• Machining trends
• Mill-turn vs. Swiss-style
• Nitinol and titanium vs. plastics and ceramics
• Bioabsorbable materials
• One-stop shops
• EDM trends
• Personnel issues
By Peter Cleaveland, West Coast Editor
At the same time that customers want smaller products, they want them more quickly—at the least possible cost—and are increasingly recognizing the benefit of getting together with contract manufacturers early in the design process, according to David Ehlers, director of business development at Metal Craft Machine & Engineering Inc. “There’s great pressure … from the larger OEMs margin-wise to get things to market now,” he says. Getting together early in the design process can prevent bottlenecks, forestall difficulties, and improve speed quality and profitability all around, “actually working [out] what’s the best way to manufacture and things like that,” he goes on. “For us, I believe that’s probably the biggest change: the cooperation between the customer OEM and the contract manufacturer.”
Better communication with the customer is good even in small things. Kevin Noble, vice president of Norman Noble Inc., cites the practice of at least some of his customers in allowing the supplier to determine lot sizes. In addition, he says, “if there’s a larger order, they’ll tell us. If they think there will be an impending design change, they’ll say don’t put any more than three months inventory on the shelf, and they’ll commit to buying three months of inventory.”
Multitasking Machines
 Operator adjusting a five-axis vertical machining center (Photo courtesy Metal Craft Machine & Engineering Inc.) |
There is one approach that can help in both decreasing cycle times and tightening up tolerances: the multipurpose machine tool, either a mill-turn or a Swiss-style. Both allow multiple operations on a part without unchucking, which saves time and helps avoid tolerance stack-up. Such a machine “cuts down on your queue time in different departments, so you’re trying to do as much as you can to make a completed part as it comes out of the one machine,” points out Ehlers. “A lot of times the tolerances that [the OEMs] call for will call for a machine like that,” adds Noble. What they want, he goes on, is to keep the handling of the part down. “They want to run it through that machine; it saves them money at the end.”
Swiss-type machines have been increasing the number of operations they can perform. “I’ve seen them with five different types of applications,” says Denardis, “and we went to a show where one of them I think had 28 or 30 applications. Every year it’s developing.”
So, is a mill-turn or a Swiss the best choice? From the standpoint of versatility and productivity, a mill-turn might seem to be the answer. “They have anywhere from 20 to 100 stations for tooling and will do anything a CNC mill and a CNC lathe will do, together,” says Ehlers. “To get the same free machining capabilities you get from a Swiss machine . . . you really have to spend a lot of money to get a twin-turret, twin-spindle mill-turn machine,” adds Noble. While the Swiss machine can’t handle parts as large as a mill-turn machine can, he says most medical parts aren’t all that big and the price of a mill-turn machine can be several times that of a Swiss type. “The parts are mostly designed,” says Noble, “in a size range that will easily fit into a Swiss. It almost never happens that it has to go on a mill-turn.”
New Materials
Materials for medical devices are advancing steadily, and machinists have to be ready to work with them. Several people interviewed pointed out the increase in the popularity of nitinols—“primarily in the cardiovascular field,” says Denardis while in the orthopedic field they’re using mostly titanium with some stainless. Sometimes nitinol is used for its biocompatibility and sometimes because of its shape memory properties. “We had an application a couple of years ago with a bone screw,” says Noble. “They would have you machine the bone screw in the memory state; they would insert the bone screw into the bone, and the heat from the body would cause the bone screw to change size, thereby fastening it better into the body.” Yet despite the popularity of nitinol and titanium, many of the newer applications may be in non-metallics: plastics and ceramics. “The trend … will be trying to get away from metallic materials like stainless and titanium,” says Noble, “and going towards more exotic materials: ceramics and the different materials that are a lot more durable, that can be machined in a different fashion.” Both Noble and Ehlers point out increases in calls for plastics such as PEEK and PEK. “The composites are having a huge effect on how long a hip or a knee or anything like that can stay in a person without wearing out,” says Ehlers. “That technology is really helping the patient.”
 |
Noble also notes an increase in demand for bioabsorbable materials. He cites one order for “seeds” for treatment of prostate cancer, made of bioabsorbable material containing radioisotopes. Following treatment, he says, “the seeds would just absorb away and that would be it.”
Ceramics, notes Ehlers, are touchy and brittle, but by using the proper tooling and taking care with feeds and speeds, they can be machined on the same CNC equipment used for other materials.
More Secondary Operations
Companies in many areas find that customers are asking them to perform more secondary operations and provide more complete goods, although this is less of a new trend for contract manufacturers than it might be for, say, extruders. “We sell our service as a one-stop shop,” says Ehlers, “so we’ll even package it for them, etc. We do everything from prototype through production; about the only thing we don’t do is some of the platings, but we do the passivations and the heat treats, and as much of the things as we possibly can do under one roof.” Not everyone has experienced this, however.
In conclusion, contract manufacturers face a number of challenges, but the opportunities are increasing as well. To take advantage of these opportunities will require upgrades in both equipment and personnel training.
ONLINE
For additional information on the technologies discussed in this article, see Medical Design Technology online at www.mdtmag.com or the following websites.
• www.nnoble.com
• www.microgroup.com
• www.metal-craft.com
• www.slatertools.com
• www.3dcnc.com
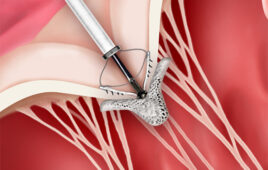
UNDERSTANDING EDM
 Plunge or ram EDM operation(Photo courtesy Norman Noble Inc.) |
While EDM companies are getting the same increase in the demand for smaller parts, as well as the same requirements for tighter tolerances, that conventional machinists are seeing, in a way the tolerances for medical devices aren’t necessarily that tight. Some shops are routinely using 0.0008-in. EDM wire, and Makino says that its UPJ-2 horizontal wire EDM can use wire as small as 0.00078 in. (0.02 mm) in diameter. Given the right equipment, accuracies of 0.000005 in. are available, which is tighter than needed for most medical applications.
What Finish Is Required?
As mentioned earlier, it’s helpful to work with the customer from the beginning, but sometimes things get omitted, and one example can be surface finishing. “A lot of times, on a print, a customer will have its dimensions perfectly,” says Bob Lamson, vice president for business development at Microgroup Inc., “but they won’t have anything called out for a finish requirement.” As a result, he says, he will make a part exactly to a print, give it to the customer, “and they’ll say the finish is too shiny or it’s too dull.” What the proper finish might be can be subjective and often depends on where the part is to be used. “People may want a dull finish in an operating room because they don’t want it to be reflective,” says Microgroup EDM Processing Manager Tony Parente. “People may want a really bright finish because they do need it reflective.” How do you handle such a subjective issue? Once again the answer is to work with the customer. “People don’t always know what they want,” says Lamson, “and that’s why it’s called the development phase.”
 Part during wire EDM process(Photo courtesy 3-D CNC Inc.) |
Improvements to the Process
EDM technology has not been standing still, and one of the principal improvements, says Parente, is the speed of the equipment. While EDM machines of the past might have had just one control computer, he says today’s units have several, “each in charge of its own separate aspect of the process.” With one computer devoted just to the generator (or multiple generators), the newer machines can work closer to the workpiece, “so the feedback is by far better than it used to be.” The newer machines also give better control over the finish, Parente adds. “We have one machine that has multiple generators in one, so it’s able to give us rough finishes, it’s able to be strictly a production machine for speed and also able to give us finer finishes.” These new capabilities are allowing EDM to be used where it was not used before in such things as thicker materials and interrupted cuts and in many cases, says Parente, replacing electrochemical saws.
Mike Getzke, sales manager at 3-D CNC Inc., points out other advantages of the newer machines: “The machines are getting more accurate, and they’re able to do smaller wire. Surface finish is improving.” How good a finish? That depends, of course, on the material, the wire, and other factors, “but we’re seeing on the machines we have we can get down with multiple passes to around 8 microfinish rms.”
What’s Ahead?
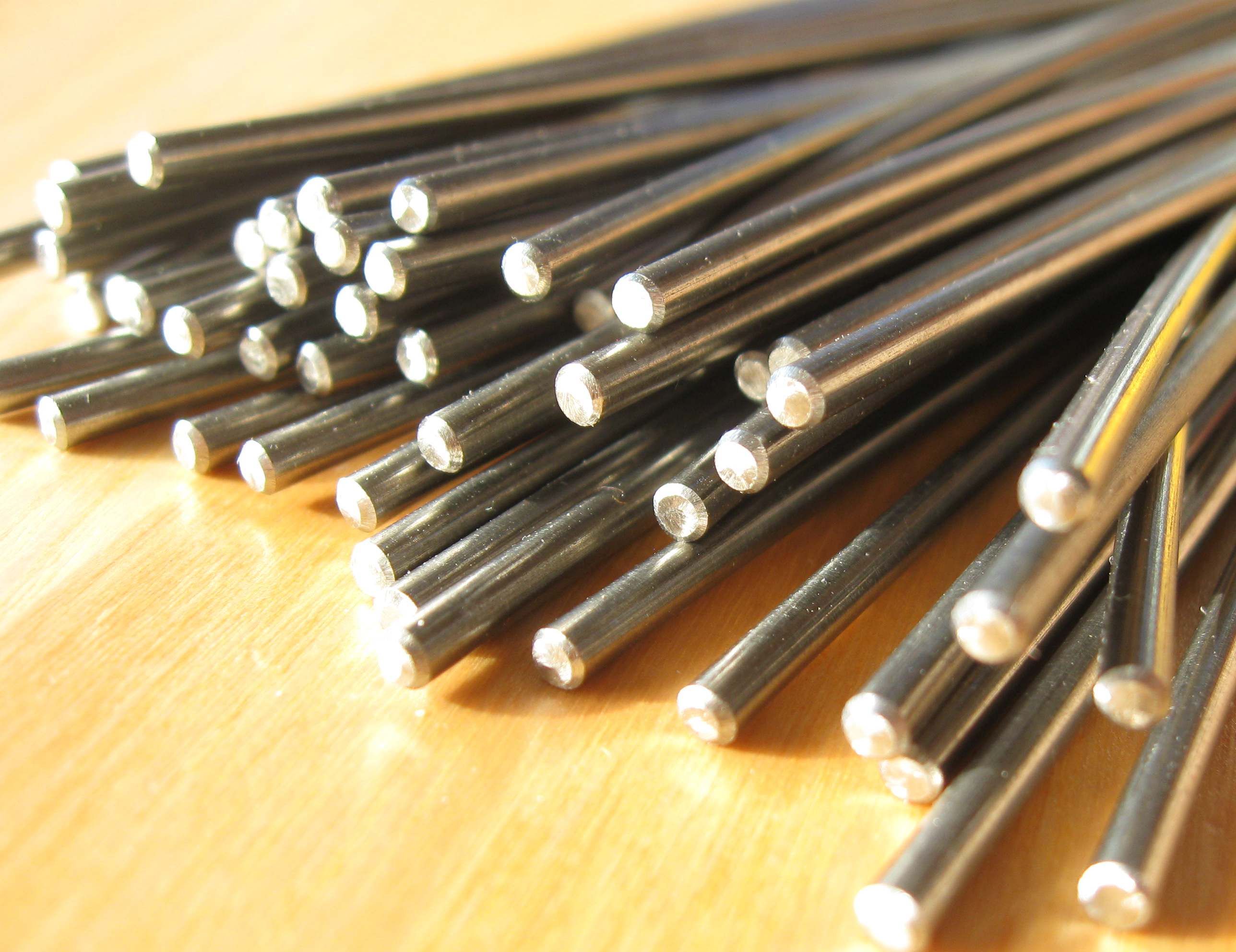
 Electrodes milled for ram EDM process(Photo courtesy Microgroup Inc.) |
Some customers striving for lower costs, says Ehlers, search for ways to avoid EDM in the first place. “A lot of companies now when they design things,” he explains, “…try to take as much EDMing as they can out of a part because of the cost and the time it takes to do it.” But EDM companies shouldn’t worry, he says, because with the increasing complexity, smaller size, and tighter tolerances of the newer parts, they can’t be made in any other way. “The types of things that are being built these days,” he says, “require a lot of wire EDM and ram EDM or sinker EDM.” If a designer attempts to eliminate the need for EDM in one area, he continues, “the design requires that they do that anyway, so the EDMing . . . continue to grow, even though they’re trying to find ways to get around that.”
Getzke feels that much of the resistance to EDM stems from ignorance on the part of design engineers. “They may not think certain features are possible when they really are,” he says, “and it may be an economic decision on their part, but with the speeds and things happening with EDM, it is becoming more and more economical.”
THE PEOPLE PROBLEM
One challenge contract manufacturers face is finding qualified people. “It’s amazingly harder now than it used to be,” says Ehlers. “Because so much is done with computers, the people who . . . are the craftsmen in the industry are becoming dinosaurs. They’re going by the wayside. There are just not people out there.”
Why don’t young people go into the field? History and perception have a lot to do with it. Not long ago, hundreds of machine shops closed, which convinced many young people that manufacturing was a dead end, career-wise. Even technical schools were affected, says Ehlers. “They were laying off the teachers because no one wanted to go into it and there wasn’t a job for a few years there.”
We probably can’t count on the regular schools for help either. “A lot of the kids coming out of high school and a lot of the kids that are college age . . . look down at it as a not very good career opportunity, so they go in other directions,” says Noble.” And the high schools don’t help. “The schools will tell them they need to be lawyers or doctors,” Noble adds. “Schools won’t tell them they should be a machinist.”
Now the jobs are there, but the trained people aren’t. “There are people out there who need jobs and want jobs but the skill levels just aren’t there anymore,” says Ehlers. The answer for a fair number of shops has been to do their own training—in some cases even starting from scratch. “We try to pick up people who do have the skill, if we can, but [people] with good skills [are] few and far between,” says Noble. “So . . . they will come in from flipping burgers or selling shoes or something and we have to train them.”
Training has its advantages, of course: you can teach the specific skills you need, and you don’t have to worry about people who have picked up bad habits somewhere else. “Sometimes you hire a guy who’s supposedly a CNC machinist or a programmer or whatever, and he has learned habits that might have worked well in another place but they don’t really suit what we do or how we operate,” says Parente. “He’s set in his ways and it actually hurts us, so I’d rather start with a blank slate.”
Still, training is very expensive and time-consuming. And once you have someone trained, you have to make sure they stay with you. That means paying them well enough. If you keep paying someone an entry-level wage after they’re trained, they’ll quickly figure out that they’re worth more than you’re paying them, and they’ll be gone.