Medical device manufacturers can maximize innovation and business investments by partnering with companies who share a parent entity. Such supplier partnerships can help solve problems and speed products to market. Product design and packaging are two areas that illustrate the benefits of these relationships.
 Many medical products, such as EKG pads, require special packaging to protect internal components. |
AT A GLANCE
• PSAs with pharmaceutical coatings
• Films for EtO sterilization
• Auto-injector challenges
• EKG pad hydrogels
The PSA was coated with the salicylic acid as part of a drug-in-adhesive system, where actives are directly blended into the adhesive.If the hydrogel loses too much moisture, the conductive process is impaired and the pad cannot accurately monitor heart rate.Timothy Smith is an R&D chemist at MACtac Technical Products, 4560 Darrow Rd., Stow, OH 44224. He has 15 years of experience with adhesives R&D and teaches chemistry and mathematics at the University of Akron. He is also the author of “Allied Health Chemistry” (Prentice Hall). MACtac and Perfecseal, which Smith references in the adjacent article, are both part of Bemis Company Inc. Bemis is the largest flexible packaging company in the Americas and a major manufacturer of pressure sensitive materials. More information is available by calling 800-328-2619 or e-mailing MACtactechnical@bemis.com.
By Timothy Smith
To stay competitive in any market, companies must maximize investments in R&D and manage relationships with their material suppliers. The world of medical design is no exception. One way to accomplish this is through the integration of materials science from the design process into the manufacturer’s business model. This approach allows the leveraging of supplier partnerships to problem solve and speed products to market.
While having a diverse range of suppliers can be beneficial in confirming competitive pricing and ensuring flexibility, partnerships also add inherent value by providing complete technological solutions to complex problems.
Product design and packaging are two areas within the medical device manufacturing industry that illustrate the strong benefits of this relationship—even though these two processes historically take place at opposite ends of the product development timeline. When considered in conjunction with the function and design of a product, packaging solutions must be available when the product is ready to hit the market. These solutions provide a smoother end to a long development process, instead of marking the beginning of a new set of challenges.
Fit, Form, and Function
Why consider combining product design and packaging requirements?
In the medical industry, fit, form, and function are key components of any product because they all must conform to specific requirements. Designing products that meet exacting guidelines and perform in demanding environments requires strict coordination between the designer and supplier. Several issues can be streamlined when packaging and design/materials suppliers partner. Such a partnership allows for increased flexibility of the product and often identifies pre-existing issues as well as helps to avoid adding expense through over-engineering.
“Addressing packaging at the front end of the process is especially critical as we encounter more products with pharmaceutical coatings,” says Chris Osborn, a rollstock product manager at Perfecseal in Oshkosh, WI. “With these products, you often have to figure out the packaging before you even design the drug since there is the possibility of an interaction. Knowing the product’s sensitivities, such as its oxygen, light, and moisture requirements, ensures effective packaging much earlier in the design process.”
It also allows for the necessary barrier properties to be addressed earlier. When handling certain chemicals, packaging can be the difference between a successful and unsuccessful product.
Take, for example, a pressure sensitive adhesive (PSA) created for the treatment of corns on the foot. The active ingredient of the construction, salicylic acid, is a keratolytic agent that dissolves the protein (keratin) that makes up most corns as well as the thick layer of dead skin that often tops them. The PSA was coated with the salicylic acid as part of a drug-in-adhesive system, where actives are directly blended into the adhesive.
During the development phase, the design team faced two main challenges. The first was to develop a PSA whose adhesive and liner would not be adversely affected by the salicylic acid. The second was to create suitable packaging to protect the construction. To handle the first challenge, the team identified a rubber-resin adhesive that resisted yellowing and coupled it with a polycoated kraft (PCK) liner for protection.
The second phase—packaging—presented the more serious challenge. During accelerated aging testing, it was discovered that the concentration of salicylic acid was decreasing in the patch. Further investigation revealed that the salicylic acid was sublimating and permeating through the packaging.
Because the customer required clear packaging, the team had to stay away from foils and use a clear multi-layer laminate that would resist permeation. When testing the clear laminate, however, it was discovered that the packaging effectively altered the acid so that a new state of equilibrium was achieved. The packaging now prevented permeation but still allowed the salicylic acid to sublimate from the PSA construction and recondense in crystalline form within the package. To offset this reaction, the resulting redesign decreased the available air space in the package to inhibit recrystalization.
Sterilization
Sterilization also plays a vital role in selecting the right materials for packaging. With a multitude of sterilization methods available, the process can be challenging—especially when it is not considered early in the product development cycle.According to Mary Czarnopys, a converted products marketing manager at Perfecseal, the sterilization method must be a primary concern. Often decided during the design phase, sterilization has a large impact on the choice of packaging materials.
“A good example would be film selection for an ethylene oxide (EtO) sterilization process,” says Czarnopys. “Many flexible films that are EtO sterilized will fail, as this sterilization process requires a porous substrate, most often a paper-based or Tyvek product. These porous materials allow sterilants, a means of permeating out of the package.”
Also, different polymers withstand different exposure methods. For example, low-density polyethylene will not withstand autoclave sterilization because the melting point of the polymer is lower than the temperature needed to complete the sterilization cycle.
 Evaluating packaging at the beginning of the design process can help preserve the effectiveness of components by protecting them from overexposure to oxygen, light, and moisture. |
Product Access
When considered on the front end of product design, packaging can play a larger functional role as well. According to Steve Schroff, a plant chemist for MACtac Technical Products, two companies working on the same project are able to share critical to quality (CTQ) requirements that can benefit the design through finished product.“Understanding the CTQs allows you to avoid over-packaging the product and to determine the functionality of the units,” Schroff says. “Notification of CTQs at the beginning of the design process allows all of the players involved to begin tooling early, focusing on the best materials for the job.”
The packaging challenges for auto-injectors are a great example. These injectors contain individual doses of quick-acting pharmaceuticals for sudden emergencies such as asthma attacks, bee stings, insulin shock, and other allergic reactions. The products require a specifically designed package—puncture-proof yet easy to open under duress. Designers can assist product manufacturers by supplying specifications such as pharmaceutical content. From there, they can tailor the package to the product.
There are other tangible benefits from working with companies that offer open communication during the design process. “Historically, we’ve been brought in after the device is designed. Bringing packaging on-line and up-front provides the tangible benefit of reducing costs and improving final design,” says Osborn. “If we know that the device is designed with sharp edges, we could advise the design team to round the corners of their product because sharp edges require a thicker material that is often more costly.”
Special Packaging Requirements
A large part of functionality in medical products relates to their ability to withstand extreme storage conditions. Often the responsibility falls on the material supplier. However, packagers can also offer solutions to better preserve or extend a product’s shelf life.“Part of the quality assurance for any product is the validation of its packaging,” says Czarnopys. “The validation test criteria depend on the materials used. Perfecseal evaluates nominal, high, and low temperatures. We then manufacture the products under target conditions. Knowing those parameters up-front helps us design a better package.”
Temperature testing helps to evaluate the seals on packages. While generally used during the design phase, it can help determine the performance limits of a product during its shelf life. Recognizing the needs of device components throughout their shelf life is critical in medical device design and packaging.
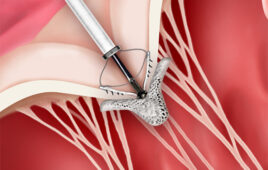
A good example is the packaging needs of an EKG pad. Many EKG pads contain a hydrogel, a polymer that expands in water, allowing the components to conduct electricity. Moisture stability is critical. If the hydrogel loses too much moisture, the conductive process is impaired and the pad cannot accurately monitor heart rate. Packaging designers must build in moisture protection as part of the design process.
Temperature changes and other environmental factors can present many challenges to design and packaging engineers. “A growing concern for many materials is exposure to ultraviolet light,” says Osborn. “We need to know if any of the device components will be affected by UV rays. This information allows us to assess what type of barrier we should recommend.”
Ultraviolet exposure can adversely affect release liners on pressure sensitive products and rubber-resin adhesives. For example, polyester liners will degrade and polyurethane liners may change color.
Bringing Value to the Table
The biggest value of partnered suppliers is rooted primarily in providing quality assurance. Cultivating and demonstrating good process controls and strong customer service shows that the companies are able to work as a one-stop shop. “At some point, the customer benefits from having one representative who bridges the gap between companies,” says Czarnopys.Partnering companies can help make today’s global marketplace appear a little smaller. Working together, companies can pool product resources and capabilities on a global scale—not only from a manufacturing side but also from a research angle. Companies want to partner with suppliers whom they perceive as strong materials developers, providers of analytical services, and innovators.
Design Engineering
The benefit of such partnerships for design engineers begins in the development stage and continues well after finished product completion. Cultivating an open dialogue between development and packaging can lead to increased resources for all involved. Methodology and recommendations can be shared, equipment can be discussed, and one common goal can be achieved. Suppliers can freely visit one another’s facilities.Design process collaboration is beneficial not only at the beginning of the process. It is also critical at the end of the project. “Design engineers and device manufacturers can profit when it comes time for 510(k) submission to the FDA,” says Osborn. “The FDA requires a drug master file (DMF), which the design engineers are responsible for submitting. If companies worked together, there could easily be one central file, making the engineer’s job much easier. He or she could request needed documentation from one source rather than multiple sources.”
The fact of the matter is suppliers need to prove themselves ready for such cooperation when approaching device manufacturers. “Most device companies are doing a better job communicating between packaging designers, raw materials suppliers, chemists, and product designers, but there is still ground left to cover,” says Osborn.
By taking the initiative to conceptually collaborate and by offering multiple services from a consolidated supplier standpoint, partnered suppliers can further capitalize on emerging trends in the market. Working together, suppliers can produce more efficient and innovative solutions for next-generation medical devices.
ONLINE
For additional information on the technologies discussed in this article, see Medical Design Technology online at www.mdtmag.com and the following websites:
• www.mactac.com
• www.perfecseal.com