Cleaning molds and deburring parts with a jet of dry ice lets manufacturers toss a range of harsh chemical sprays – and completely clean tools in much less time than previously needed.
Steve Wilson, Cold Jet
Dry ice is almost magical. Now you see it, now you don’t because it sublimates – turns from a solid to a gas. It disappears and leaves no residue. That part of dry ice makes it helpful in medical device manufacturing.
There are at least 5 good reasons to use dry ice in medical device manufacturing:

Dry ice, or solid carbon dioxide, sublimates or transforms from a solid to a gas. Therein lies its properties and usefulness in medical device manufacturing.
- Dry ice improves quality. It allows making a better part and improving part quality by reducing rejects.
- It increases productivity. Cleaning a mold in situ at operating temperatures shortens mold cleaning and thereby increases tool uptime which extended production runs. In a sense, where there was once excessive downtimes, now there are none.
- It extends asset life. Molds last longer with this non-abrasive cleaning method. Cleaning tooling with traditional methods which could be wearing them out. The dry-ice method can save money because it is much faster. In fact, cleaning time will be measured in minutes instead of hours, and without chemicals.
- It reduces costs. Dry ice enables reduced manpower, faster cleans, and a less expensive cleaning media comes with cleaning with dry ice.
- Environmental quality improves. Dry ice eliminates the use of solvents, which also improves worker safety.
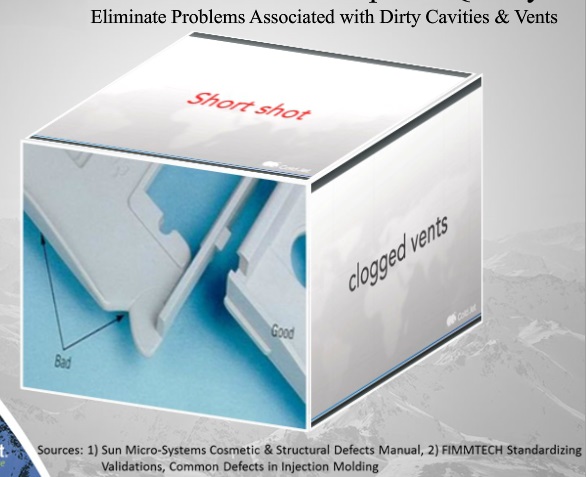
A dirty mold can suffer short shots or clogged vents.
Clean molds improve quality.
Dry ice has a low coefficient of friction, so it’s able to penetrate small and complex surface geometries. The substance, the CO2, is FDA and EPA approved as a food-grade material and it is the same CO2 used to carbonate water. It leaves no residue behind.
Some people still clean medical molds with chemicals which may use kerosene as a base cleaner. When the task with that cleaner is done, it is necessary to throw away the next handful of molded parts or follow the initial cleaning with a secondary alcohol cleaning. The first time with dry ice, you get a better clean and there will be no secondary waste, nothing to cross contaminate the next molded parts. It will keep all cavities and vents clean.
Mold cleaning is often delayed or postponed because it’s just not fun. It’s tedious and time-consuming so people occasionally wait until there’s a problem. Then they are “firefighting”.

A clogged vent makes it possible for the air in the mold to jet. Some call this condition dieseling and it can actually burn the part.
But because dry ice makes cleaning so easy, it allows scheduling it ahead of time before problems start. That is being proactive, and it eliminates a lot of problems that come from molding and manufacturing medical devices with of dirty cavities and vents.
Some of those short shot or clogged vent problems appear in accompanying photos. The problems were noted by Syn Tech and some companies listed, such as Sun Micro systems and Fimmtech. A part can end up with a short shot, or with flash because of a clogged vent. A clogged vent makes it possible for the air to jet. Some call this condition dieseling ad will actually burn the part. It’ll actually damage steel if the temperature rises high enough as a result of jetting or dieseling, and it could actually damage a portion of the mold. In automotive applications, gloss-control levels are a problem. You get plate-out – the part comes out contaminated – when the cavities are dirty. It is also possible to get splay as a result of a dirty cavity.
All these things are proactively addressed, even down to the weld line, just by cleaning the molds quickly and easily using dry ice. People who use dry ice tell us that it results in a superior clean. They tell us it lets them clean areas that would not otherwise be cleaned. There are areas in corners and complex geometries in molds that are hard to get to with a Q-tip or pipe cleaner.
Increased productivity
Cleaning a mold is much faster with a dry ice jet. The tool returns to service sooner than with conventional cleaning methods, thereby allowing the production of more parts in a given period. This is true whether molding or subtractive manufacturing machine parts. Post deburring them is also faster than other methods.
Any company’s goal is to make good quality parts, but cleaning faster, usually four to six times faster and at operating temperatures, lets the mold get back into operation sooner than conventional cleaning methods allow. Dry ice cleaning swaps hours of downtime and replaces it with minutes. It’s not unusual for something to previously take six hours and cut it down to 15 to 30 minutes of cleaning.
Cleaning molds is time-consuming because it is a multi-step process, particularly when molds are heated. Workers often conduct a multi-step pre-clean, then do the clean itself, and then the post-clean which includes reassembling possibly and reheating the tool.
The dry ice method needs only one step. Additional steps can be eliminated when cleaning with dry ice. It just makes work faster and easier. We get a lot of feedback from people attesting to that fact. They confirm they can extend their running time, they’re able to reduce downtime because dry ice makes cleaning easier, and they get a good clean.
No additional mold wear
Expensive tools are the heart of the molding process. Regardless of whether the operation involves pressure molding, injection molding or blow molding, tooling is the life of the process.
 The company Mold Tracks teaches the ToolingDocs way to run a shop. Charting Mold Wear identifies the different aspects of what wears out molds. Cleaning techniques under the left side are right in the middle. How you clean your tool can contribute to mold wear. Cleaning with dry ice eliminates that step. There’s no longer a need to wear on the cavity or on the vents with a variety of ways that will begin to wear the parting lines and the shutoffs – and then you end up with flash.
The company Mold Tracks teaches the ToolingDocs way to run a shop. Charting Mold Wear identifies the different aspects of what wears out molds. Cleaning techniques under the left side are right in the middle. How you clean your tool can contribute to mold wear. Cleaning with dry ice eliminates that step. There’s no longer a need to wear on the cavity or on the vents with a variety of ways that will begin to wear the parting lines and the shutoffs – and then you end up with flash.
Studies done at Kettering University showed that blasting standing still, with the dry ice jet held stationary at 90° to the surface and 1 in away did not damage the mold. That’s not a traditional blasting technique because there is always a traverse rate associated with blast cleaning, but we conducted this 60-second stationary test, and it produced no damage.
 A customer did their own independent study on wear and on thermal shock on stainless steel, a common material in medical device molding. Results showed that the dry-ice jet did not alter carbon particles at the core or surface. The jet generated no damage during cleaning. It did not destroy the tool metal, it didn’t change the metal, it didn’t roll the parting line, and it didn’t roll the shutoffs.
A customer did their own independent study on wear and on thermal shock on stainless steel, a common material in medical device molding. Results showed that the dry-ice jet did not alter carbon particles at the core or surface. The jet generated no damage during cleaning. It did not destroy the tool metal, it didn’t change the metal, it didn’t roll the parting line, and it didn’t roll the shutoffs.
How gentle can it be? In an episode of the National Geographic TV show Showdown of the Unbeatables, ,one of our technicians removed the print from a business card without putting a hole in it. At the same time, by turning up the pressure, it is possible to cut the card in half. So the equipment gives a broad window of how a user can apply the process.

The data is based on an 8-hr day, 255 working days/year. Also, 60 to 70% of mold maintenance is mold cleaning, according to Tooling Docs. In addition, unscheduled downtime costs five times that of scheduled downtime.
Controlling costs
It’s no surprise that controlling costs is critical to any company. A mold is only making money when it’s running. What does it cost when a production machine is down? The table, The cost of downtime, gives an estimate of its cost for the number of machines versus an hourly rate. Consider the 20-machine shop column that bills at $50 an hour. If they waste 15 minutes a day because a machine is down for preventive maintenance and cleaning, they are losing $63,000 a year. That is one shift for a five-day week operation. It’s important to know how much downtime is costing, and just knowing that 50 to 70% of your mold maintenance is cleaning the molds, so do it as efficiently and as quickly as possible.
Users talk about significantly improved productivity by reducing cleaning time by 95%. That is pretty typical feedback from people who have chosen to use dry ice instead of traditional cleaning methods.
 Improved environmental quality
Improved environmental quality
Dry ice is a great way to improve environmental quality because it gets rid of chemicals. It gets rid of the volatile organic compounds (VOCs) medical device manufacturers have to deal with, along with the disposal issues of dealing with the chemicals and regulations that surround their use.
Dry ice is a clean, sustainable process. There’s no secondary waste. When it phases from a solid to a gas, it’s gone.
Eliminating chemicals improves worker safety because they are not working with caustic chemicals. Dry ice is not considered a greenhouse gas unless you use 500 metric tons a year. That would require ordering about 4,500 lb a week. I don’t know anybody in medical device or plastics buying anywhere near that amount of dry ice.
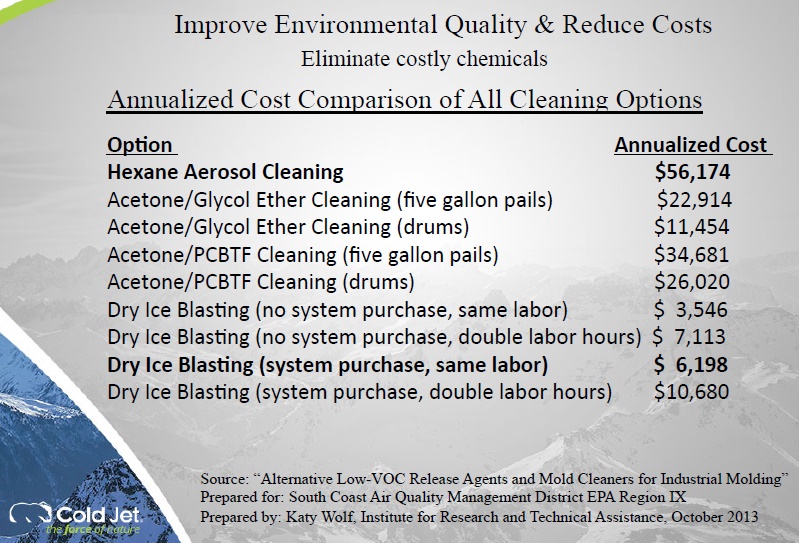
A study was done by Katy Wolf and her institute for the EPA. Her client wanted to get rid of the VOCs in their facility. They were using a hexane aerosol, the way a crew would traditionally clean a mold. The table Improved environmental quality & reduced costs, presents their results.
The client was spending $56,000 a year on hexane aerosol cleaning. Talk about saving money. Dry ice for the same operation cost $6,198. Not only did they get rid of the VOCs, they got rid of the environmental problems and unnecessary costs.
A brief history
Dry ice has been around since the 1930s, while the U.S. Navy has been making it since the 1940s. Since the early 1980s, it’s been used to clean tooling, and as you will see, to deburr and deflash parts as well. Today 80% of all dry ice is used to transport something cool, and we’re taking a small part of that to blast with.

The carbon dioxide molecule is not bent and not charged so it will not react with the mold at all. It is also inert and nontoxic.
Dry ice is simply the solid phase of carbon dioxide. The CO2 used is a by-product of an industrial process. To take advantage of that byproduct, a gas company might build a plant right next door to one of these manufacturing firms and reclaim the CO2, scrub it to get rid of whatever smell may be in it, and pressurize it to about 300 psi to liquefy it. Then it is usually transported to a plant where it can put it in a pelletizer and turned into solid CO2.
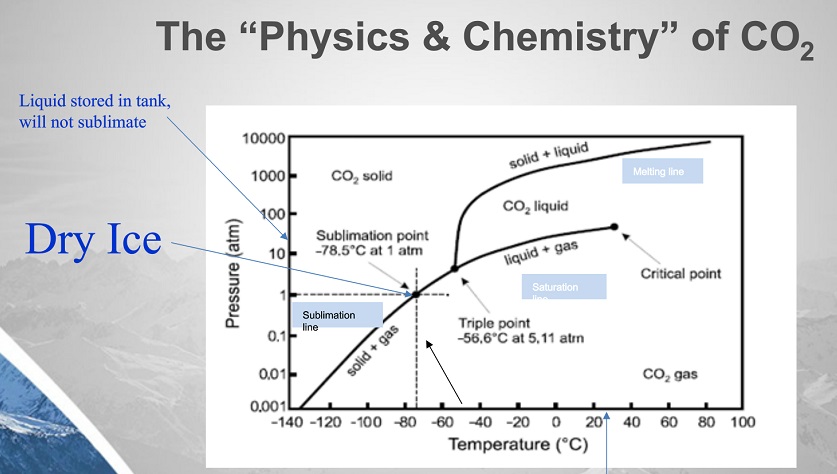
CO2 is nonpolar. It is not a bent molecule, so it is stable, as is water. The graph Physics and chemistry of CO2 (on page 31) tells that dry ice is produced at -78.5°C and atmospheric pressure, and there it remains solid. Moving to the right and under the curve, the temperature begins to rise and it begins to sublimate.
Picking on most images here provides a larger, more easily readable version.
The liquid reclaimed from the gas is put into the copper tubes at the top of a pelletizer. That liquid will flash into a snow at ambient pressure. The snow is then pressed through a die, and you make whatever size pellets that are needed. It could be used for blasting, which is 3 mm. But it could be 6, 9, 12, 16 mm, a variety of different sizes for transport cooling. An automated system would allow making dry ice in your facility with full automation.
When a company buys dry ice, it comes in an insulated tote of about 500-lb. Manufacturers will pick up the empty and bring a new one when the ice is gone. It’s made in blocks and for the airline industry, in slices. The blocks are shaved, and the pellets go straight into a feeding system. Then you can blast them out.
Benefits of particle size
The 2 forms most widely used in the medical device manufacturing are either 3 mm or a block. A block gives microparticles. Shaving it produces 0.3-mm size particles which are really good for removing thin hard contaminants on tooling. It’s also really good at taking off burrs and flash from parts, another widely used application among medical-device manufacturers. If you’re cleaning screws or some longer extrusion dyes, you may want to get into 3-mm pellets, which have more kinetic energy – usually good for thicker and brittle contaminants.
Greater flux density gives more strikes per square inch, which is good for getting into complex, difficult shaped geometries. Because 0.3-mm pellets bring less kinetic energy, it’s also gentler on substrates. If you get into a variety of alloys that are on the softer side, the microparticles also are beneficial.
Machines are much smaller than they used to be. Most just come up to a little bit past your waist, so they’re not all that tall. Years ago, they used to come in on tractor trailers and were taller than we are. Workers had to haul them around with tow motors. Today, a typical machine comes on casters and is a lot quieter in operation.
The theory and process
How does dry ice do what we have described? Just remember the acronym “ice.” I is for impact, C is for cold, E is for an expansion when it sublimates.
 The impact comes from kinetic energy. Dry ice has little hardness so to get any work out of it, it must be accelerated pretty quick. Notice the chart, Mohs’ Hardness Scale for Minerals. Diamond is the hardest while dry ice is far to the soft side with talc, so to get work out of it, the material must be moving at about 600 to 1,000 ft/sec. to develop kinetic energy.
The impact comes from kinetic energy. Dry ice has little hardness so to get any work out of it, it must be accelerated pretty quick. Notice the chart, Mohs’ Hardness Scale for Minerals. Diamond is the hardest while dry ice is far to the soft side with talc, so to get work out of it, the material must be moving at about 600 to 1,000 ft/sec. to develop kinetic energy.
On an ambient substrate, kinetic energy is probably doing 60 to 65% of the cleaning. This gives the biggest bang for the buck. Adjustments in velocity or pressure control the kinetic energy and particle size. Even if you choose to use a 3-mm pellet, it is possible to knock that down with splitters, in an action called fragmentation. You can knock down that particle size with some pins inside the nozzles that allow reducing the kinetic energy. That is helpful when you get on a substrate that may be gentler.
Of course, dry ice is cold, about -109°F or -79.5°C. It works with the coefficient of thermal expansion and contraction of dissimilar materials. The contaminant differs from the tool steel or the mold base. Dry ice will impact the contaminant and makes it brittle. The cold freezes the contaminant, loosening its bond strength. Contamination loses the adhesion because it instantly freezes and that in part frees it from the substrate. The kinetic energy in the jet blows it away. The greater the temperature difference between the contaminant and the dry ice, which means the hotter the tool or mold, the better it works. Some tests show molds reach 500°C. Molding rubber might get into the low 200s, but the higher the delta T, the more this effect contributes to the cleaning. This means cleaning something hot – not letting it cool down − will clean easier and faster.
The last effect that comes into play is that dry ice embrittles the contaminant with the cold. On impact, the solid CO2 will phase to a gas and expand to about 800 times its size. Little micro-explosions occur on the surface, and they just blow off the contaminant of whatever it is being cleaned.
Kinetic energy is common to other blasting media, but it has no thermal property. This expansion property is unique to the magic of dry ice.
The dry ice comes in, it hits the contaminant which shrinks, cracks, and then expands. If you understand those three aspects, you can begin to adapt how much kinetic energy would be needed to clean a particular substrate. For terminal strips and wires, it’s good to lower the kinetic energy so you don’t strip the insulation.
Common applications in medical device manufacturing cleaning
In-machine mold cleaning is definitely the number one use, especially at operating temperature. A frequent sequence goes like this: The dry ice equipment rolls next to the press. After interrupting the process, you clean the parting lines. Next, you clean the A half of the tool and then the B half. Then, clean the off-gases from the cavities and off the vents. If the leader pins or ejector pins are part of the venting system, you need clean those as well and, when called for, relubricating the features before they go back to work.

The polished cooling rolls are easy to damage with some traditional cleaning methods. However, the rolls are safely cleaned with dry ice, whether they’re embossed or just a straight cooling roll.
Mold cleaning is often done just in an open environment with good filtration. Sometimes it’s in a clean room. We’ve had success in the ISO 8 or class 100,000 clean rooms with these caveats.
The 100,000 refers to particles per cubic meter. If cleaning a mold in a clean room with a reading 96,000 particles, dry ice cleaning will probably push the figure over the limit. But in a room reading 60,000 to 70,000, the figure will rise a little but stay under 100,000.
We’re also working on contaminant containment systems because some companies are beginning to mold into ISO 7, a more restrictive environment.
A rubber mold provides another example. This job previously took six to eight hours and the company had to let the mold cool before cleaning it. Later, they would then heat it back up to commence production. That would cost practically an entire shift. Now they do it in 30 minutes and the hotter the tool, the better.
Dry ice is used on a variety of surfaces. We get into class A1 to A3, into highly polished tools, and into highly polished rolls or extrusion lines, textured substrates − aluminum and tool steel. Users can adjust the kinetic energy to adapt to the various substrates.
An accompanying picture shows several highly polished cooling rolls. They are easy to damage with some traditional cleaning methods. These are often cleaned with dry ice, whether they’re embossed or just a straight cooling roll.
Readers who work in molding companies are familiar with cross contamination that occurs between jobs. For this task, the 3-mm particles bring a little more kinetic energy to the game. The diameter of the screw matters, the plastic thickness, particularly if it cools off, as in the pictures.
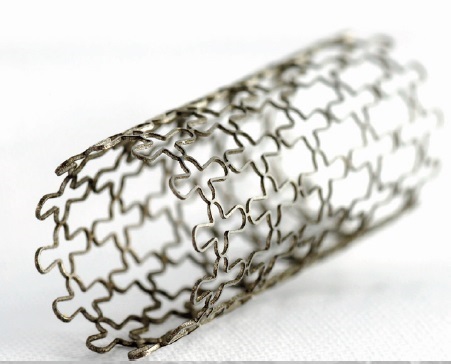
The stent provides a delicate structure that cleans well using micro-particles of dry ice.
Deburring
Some low volumes, high-value parts are made by subtractive manufacturing on CNC machines. As a result, they get burrs.
The burrs are easily removed on most plastics with dry ice. The stent in the accompanying image is made of nitinol. It is deburred using the microparticles. The 3-mm pellets would quickly damage that type of device. It provides a good example of where microparticles work well.
Some of the plastics we’ve cleaned and de-burred are listed in Deburring and deflashing. Some of those might be applicable to you. There are some plastics that we do quite well with, but a lot of different medical devices are machined and dry ice will deburr them. Crystalline materials seemed to respond just a little better than some of the amorphous resins, but they clean up rather nicely.
There are other deburring methods, such as tumbling, but dry ice is non-abrasive and does not affect the geometry of the finished part. The before-and-after pictures in the photo of three parts before and after cleaning shows no residual waste.

Sometimes a worker would bead blast using a variety of different materials. Depending on the geometry of the device, it is possible to get blast media stuck in a medical device part, and getting the material out requires another operation. Of course, this depends on the media. For instance, polycarbonate as a blast media has BPA in it. This means it is possible to cross contaminate medical device parts with some of the media cleaning the mold.

The machined parts in the left column show residual burrs and debris from machining. The right column shows the same parts after a cleaning with dry ice.
Dry ice does not do that. It leaves no harmful residues behind. It allows targeting any area of the part, and it is not necessary to hit the entire part. The worker can manipulate the part or the nozzle to focus on the particular area that needs deburred, or possibly deflashed if the part has been molded.
Often when deflashing or deburring, operations can be automated. A robotic system can be mounted beside the press.
Of course, not all things deflash easily or readily. The type of plastic matters. Notice that rubber parts and some polyurethanes on the chart Deburring and deflashing in yellow and the blue, do not deflash all that well. However, plastics in the 90 hardness range on the Rockwell R scale deflash quite well. And, anything over 100 deflashes readily. The reason is that kinetic energy is doing the heavy lifting. The softer urethane and rubber parts have a tendency to absorb the kinetic energy, so they don’t deburr as readily.
The process is more useful in the harder plastics. For those materials with a hardness in the 90+ on the Rockwell R, it is possible to get to the glass-transition phase with the cold of the dry ice, but it will take more time, so you’re probably better off tumbling that particular material, or tumble it with liquid nitrogen or by another cryogenic deflashing technique on the softer resins.
A combined system can be useful. You might finish parts by hand or let a fixture hold the part to remove the flash and burrs. If it’s a frequently repeated operation, it is possible to put a robot to work. An alarm can signal when the machine needs more dry ice, and then a worker can manually load it. Or for greater automation, a dry-ice-making machine can be nearby and will load the machine automatically for a fully closed loop system that requires little attention.
Just in summary, dry ice processing can improve the yield, get a better quality part, extend the asset life of your molds, reduce costs and will help with the environmental issues of working with VOCs. It is the most effective way to clean a mold without removing it from the inside of a press. And it’s a good way to deflash and deburr parts for medical devices.
Steve Wilson is the director of global business development plastics and rubber for Cold Jet. As a former plastic business owner, he has over 30 years of experience in injection and compression molding, extrusion of blow molding, thermoform, thermoforming and rotational molding.