Medical products manufacturing continues to be an incredibly robust and vibrant market segment in North America. As the world population continues to grow unabated, the need for medical care products rises simultaneously. Medical technology innovator Boston Scientific, headquartered in Marlborough, Mass., serves this growing need, supported by manufacturing facilities worldwide. Boston Scientific is one of the largest manufacturers of healthcare products in the world, with approximately 58,000 patients treated with a product manufactured by the company each day. The medical device manufacturer is well-known around the globe, and not just in healthcare circles. For example, in a testament to manufacturing excellence, the company’s Maple Grove, Minn. facility was named one of IndustryWeek’s 2014 Best Plants.
The products manufactured by Boston Scientific run the gamut of healthcare applications, used to diagnose or treat a wide range of medical conditions including heart, digestive, pulmonary, vascular, urological, women’s health, and chronic pain conditions. Roberto Listek, Principal Equipment Engineer at Boston Scientific, speaks to the ever-evolving nature of the company’s business: “With the accelerated rate of change and growth inherent to the medical industry, Boston Scientific strives to remain on the forefront of research and development,” according to Listek. “We invest heavily in a company culture of innovation that not only drives the introduction of new products and technologies, but also transforms new ideas into breakthrough services, solutions, and commercial models that create value for patients, customers, and employees.”

Before ever reaching a medical facility, all Boston Scientific products are rigorously tested, using sophisticated equipment such as the Torque Tester, pictured here. Rigorous testing in a cleanroom ensures that these products can help medical professionals save lives.
Naturally, an integral part of diagnosing any medical condition is gathering as much information as possible about the patient. This includes subcutaneous exploration which necessitates a variety of devices and surgical methods, both invasive and non-invasive, to gather this information. Each of these medical products must be exhaustively tested and qualified before use in the real world, and Boston Scientific is a leader in providing this level of quality assurance. In an effort to streamline testing processes and leverage the latest technology, the company employs an array of advanced PC-based automation hardware and software in their equipment, particularly in their catheter Torque Tester apparatus.
PC-Based Control: The Prescribed Treatment for Testing Systems
To advance their leadership status in medical manufacturing technology, Boston Scientific created three state-of-the-art Innovation Centers. These state-of-the-art professional education facilities offer interactive, multidisciplinary product and procedure training programs and “in the lab” education. These advanced facilities were designed to create new, leading-edge medical technologies that are tailored to specific regions around the globe.
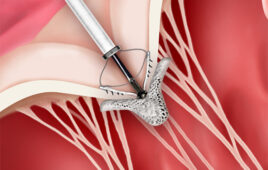
The company’s Medical Imaging business produces a wide range of medical devices. One of the device types seeing significant growth is cardiac catheters, used to provide a view inside the heart and coronary arteries. Doctors employ these devices as a minimally-invasive way to diagnose numerous types of cardiovascular conditions. The device is inserted into a major artery or vein, often in the groin, neck or arm, and threaded through the vessel into the heart. This process of cardiac catheterization requires a highly precise device with no room for imperfections. These products must also withstand significant strain on the materials in the device without fail, necessitating a rugged and reliable product design.
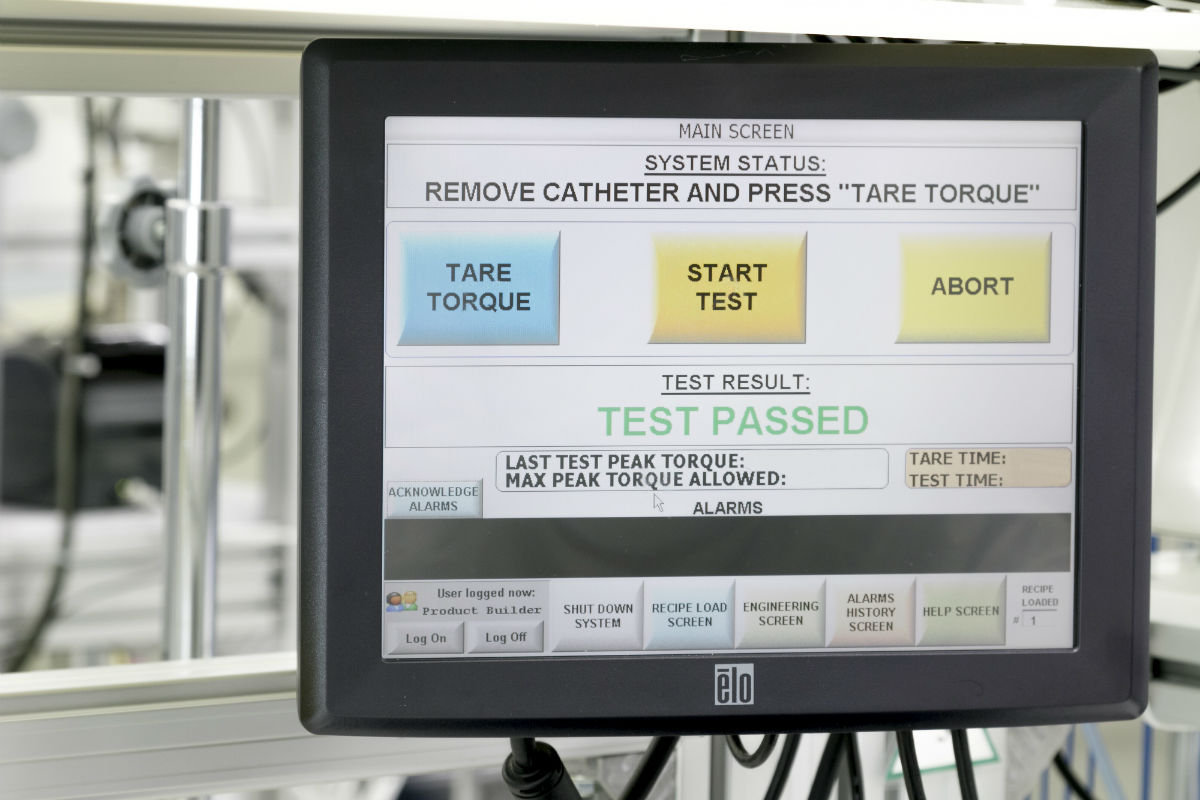
The Torque Tester HMI, quickly and easily displaying test results and system status to the operator.
As such, the qualification process for cardiac catheters involves stringent stress testing to ensure the products can stand up to the rigors of navigating significant lengths of blood vessels and into the human heart. Boston Scientific employs a comprehensive inspection process after manufacturing, with the final step employing a Torque Tester before clearing the products for shipment to medical products distributors. This type of test measures the rotational response at the distal end of a device while imparting a rotation at the proximal end – an important figure to know when seeking to improve performance while the catheter is in use. The Torque Tester employs the speed and diagnostics functionality of the EtherCAT industrial Ethernet system and a Beckhoff Embedded PC to quickly and efficiently perform necessary qualifications in order to get these lifesaving products into the hands of medical professionals around the world.
PC-Based Software and Ethercat Give Testing Process Clean Bill of Health
Boston Scientific, during the development process for the Torque Testing system, had a relatively short timeframe in which to design and implement the equipment. In addition, a substantial list of technological requirements arose during the planning process. Among these requirements was the need for a stable control platform without moving parts. In terms of software, the ability to use a standard platform with the IEC 61131-3 programming language Sequential Function Chart (SFC) was key to provide non-programmers the ability to monitor test program status easily. The system also had to accommodate the use of other IEC 61131-3 standards. Structured Text (ST), Continuous Function Chart (CFC) and Function Block Diagram (FBD) also help improve coding, enable deterministic program execution through real-time kernel extension, and create code to help establish connectivity between the Embedded PC and the system’s motor drive. “All of these requirements were ideally suited for the robust PC- and EtherCAT-based control systems manufactured by Beckhoff,” Listek remarked.

At the heart of the Torque Tester is a Beckhoff Automation CX1020 Embedded PC, providing control of all of the testing functions necessary for the qualification process.
The foundation of the Boston Scientific Torque Tester system is built upon a Beckhoff CX1020 Embedded PC with a 1 GHz Intel® processor as the controller platform. The solid-state PC-based controller does not require a fan or other rotating components, and boots from a standard Compact Flash card, checking the first requirement box and minimizing the number of moving parts in the system, improving reliability. “The Beckhoff platform provides a wealth of standard connectivity options, such as built-in USB and DVI ports, and allows us to simply plug in a USB stick and quickly obtain system data for reference purposes,” notes Listek. “Coupling these hardware features with TwinCAT, a high-end PC-based software platform that provides high performance PLC functionality, and Windows XP Embedded as the Embedded PC Operating System, we arrived at a winning combination to address our testing system needs.”
Listek continues: “The TwinCAT programming environment provides a simple, streamlined method of implementing each and every one of our programming requirements. With a simple function block in TwinCAT, we were able to cover our automation requirements, as well as addressing previous challenges we faced in charting and datalogging throughout testing processes.”
The Torque Tester HMI was programmed using software from InduSoft, which also runs on the CX1020 Embedded PC. Listek notes that “The ability to run the InduSoft platform and TwinCAT all on one device provided us with the ability to easily create functions in TwinCAT to log data and easily display the results on the HMI. This seamless interplay of standard software systems simplified the development process and helped us create a user-friendly interface.”
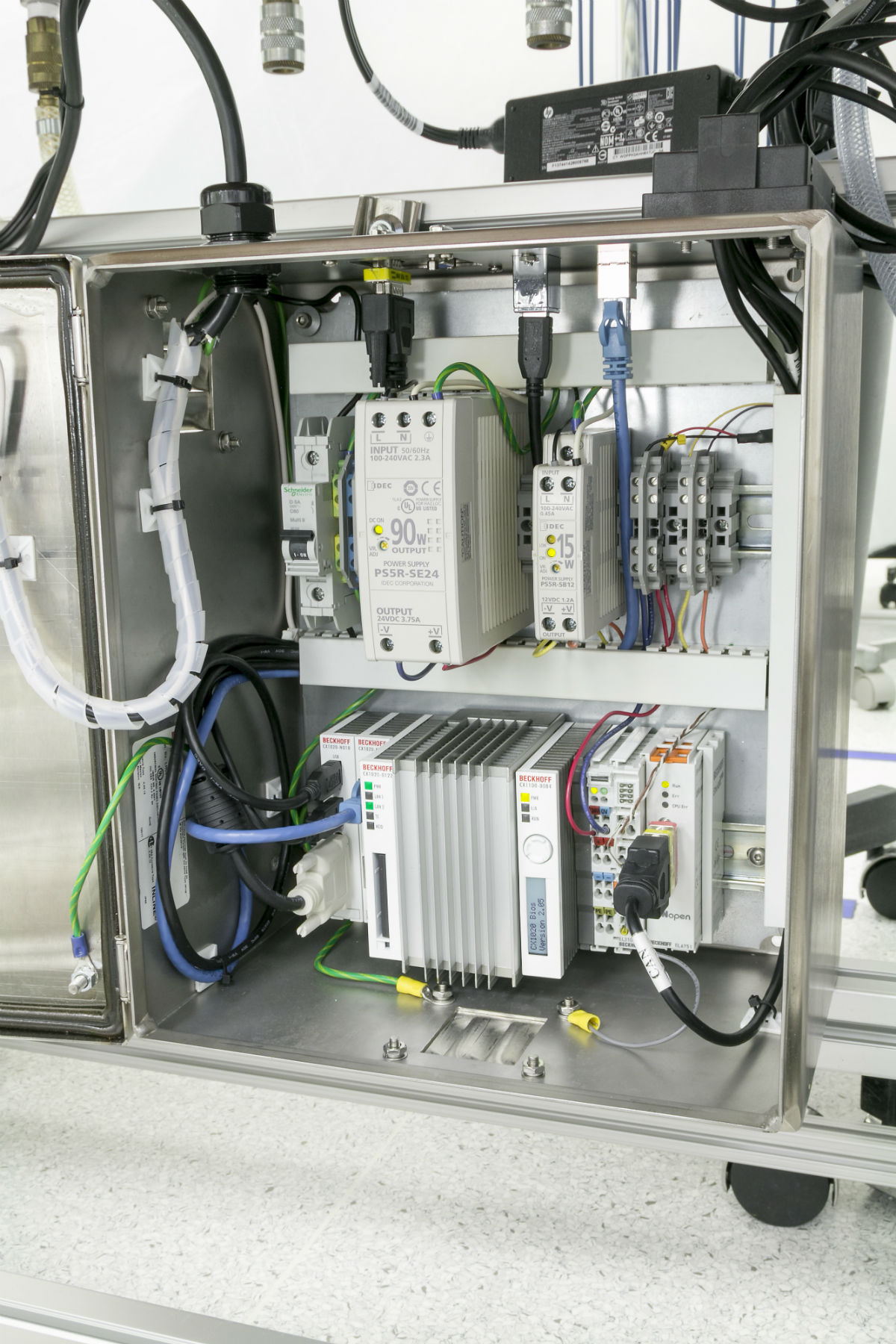
A look inside the control cabinet of the Torque Tester, showing the PC- and EtherCAT-based system of an Embedded PC and EtherCAT I/O terminals.
With industrial Ethernet as the main system bus, communication in the system routes through a series of Beckhoff EtherCAT I/O modules, including various digital and analog inputs and outputs, as well as an EL6751 CANopen master terminal. “The CANopen terminal interfaces directly to a drive and brushless motor from another vendor, and provides flexible communication with the drive,” said Listek. “With an overriding need to efficiently handle large volumes of testing information, the EtherCAT Terminals provide high-speed communication and superior data acquisition possibilities with efficient operation, allowing us to create a high-performance communication system.”
High Quality Testing System Yields High Quality Medical Products
While performance was an integral part of the selection process, Listek notes that technical support from Beckhoff Automation was another significant deciding factor for Boston Scientific: “Beckhoff products provide the latest technologies for industrial control, but the free, comprehensive technical support available locally in Silicon Valley and at the North American headquarters really sealed the deal for us. Both Beckhoff sales and technical support engineers provide our company with prompt answers and expert help at no charge, the best in my experience during my career in automation. Beckhoff engineers saved us many hours of research time, expertly guiding us through the development of CANopen communications, datalogging, and filter functions.”
Through implementation of the control system from Beckhoff Automation, Boston Scientific has been able to create the exact system for their quality testing needs. Reliability, simplified data acquisition, and streamlined performance are all benefits the company has realized with this machine. As the needs of the medical industry continue to grow and change, Boston Scientific is ideally placed to serve them, leaning on the flexibility and performance of a PC-based control system from Beckhoff.