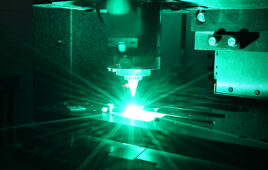
Electric Discharge Machining (EDM), a metal-removal method, works when an electrical spark is created between an electrode and a workpiece. The spark, the visible evidence of the flow of electricity, produces intense heat with temperatures reaching 8,000°C to 12,000°C, melting almost anything. The spark is carefully controlled and localized so that it only affects the surface of the material. The EDM process does not usually affect the heat treatment below the surface. With wire EDM, the spark always takes place in a dielectric of deionized water. The conductivity of the water is carefully controlled, making it an excellent environment for the EDM process. The flow of water also acts as a coolant and flushes away eroded metal particles.
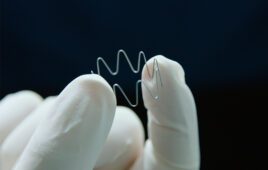
EDM wire cutting uses a metallic wire to cut a programmed and complex contour in a workpiece. Extrusion dies and blanking punches are often machined by wire cutting. Cutting is always through the entire work piece. To start machining, it is first necessary to drill a hole in the workpiece or start from an edge. On the machined area, each discharge creates a small crater in the workpiece and an impact on the tool. The wire can be inclined, thus making it possible to make parts with a taper or with different profiles at the top and bottom. There is never a mechanical contact between the electrode and workpiece. The wire is usually made of brass or stratified copper, and is between 0.1mm and 0.3mm in diameter.
Depending on the needed accuracy and surface finish, a part will either be cut once or roughed and skimmed. On a one-cut, the wire ideally passes through a solid part and drops a slug or scrap piece when it is done. This gives adequate accuracy for some jobs, but most of the time, skimming is necessary.
A skim cut passes the wire back over the roughed surface with a lower power setting and low-pressure flush. There can be from one to nine skim passes, depending on the required accuracy and surface finish. Usually two skim passes are needed. A skim pass can remove as much as 0.002 in. of material or as little as 0.0001 in. During roughing, the first cut, water is forced into the cut at high pressure to provide cooling and flush eroded particles as quickly as possible. During skimming, water is gently flowed over the burn so as not to deflect the wire.