PEEK — a popular material for catheters and minimally invasive tubing — can trip up novices when it comes to extrusion.
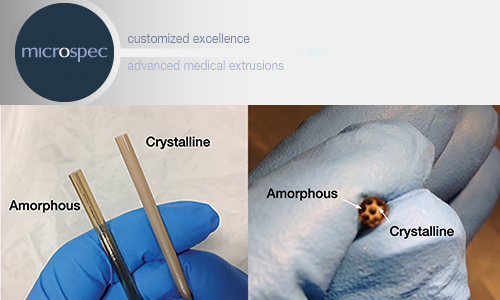
PEEK has a semi-crystalline structure, but can be extruded to maintain amorphous qualities or to a very hard finish. [Image courtesy of Microspec]
Polyetheretherketone (PEEK) is known throughout the medical device industry for its toughness, strength and high heat thermal characteristics. It’s often used to replace metal components in medical devices; because it’s a thermoplastic it can be injection-molded or extruded into nearly limitless shapes, profiles and tubes.
The material has a semi-crystalline structure but can be extruded to maintain amorphous qualities or to a very hard finish. It can withstand temperatures up to its glass transition point of 289°F, meaning it can withstand autoclave temperatures.
The PEEK challenge
Although PEEK has been used for more than 25 years in medical tubing applications, newcomers still make mistakes when it comes to its extrusion. “There’s a learning curve when it comes to PEEK,” said Tim Steele, one of the pioneers of PEEK medical extrusion and the founder and CEO of Microspec Corp. (Peterborough, N.H.)
The first challenge in optimizing the PEEK extrusion process is understanding the melt characteristics of the material. Although much can be gleaned from the technical data sheet, that’s only the first step of many in developing a consistent extrusion process. After the technical data sheet, the first consideration is the size and design of the part to be extruded, as well as the size of the extruder and tools that are going to be used. There are various considerations including screw design, extrusion or crosshead design and the heat profile that plasticates or melts the polymer consistently in the barrel. If the melt is not even and consistent, the extruder output will be poor. If the extruder is not optimized, it can lead to waste and increased production time.
Another challenge of PEEK is clean-up. The material hardens at even slightly lower temperatures, which can lead to difficulties in purging equipment. “There are purging compounds on the market, but I haven’t seen one that works that well,” noted Steele.
The heat is on
PEEK is sensitive to heat, and it doesn’t take much of a swing in the heat profile to upset everything in the process. “A good heat profile in the extruder barrel is required to maintain dimensional stability of the part,” Steele said.
All extrusion experts have their own crosshead design, but expert houses have developed ways to ensure their crosshead heats evenly throughout and avoids cold spots, he explained. There’s no optimal temperature for extruding PEEK, but, Steele said, a good rule of thumb is the larger the extruder, the less heat it takes to melt PEEK. The melt temperature changes because in a small extruder there’s less surface exposure to the heated barrel, requiring more time to heat PEEK to its melting point.
Depending on the size of the extruder, the heat required to melt PEEK can range from 650°F to 750°F.
Material maintenance and dwell time
Another indicator of the level of heat required is the residence time the material will spend in the extruder. A fast extrusion process with minimal residence is desired because when PEEK melts its molecular weight starts to go down, compromising the physical characteristics engineered into the polymer.
Again, extruder size matters. Residence time in small machines might be as little as a few minutes. In large machines, it can be longer. However, consider that when using a large extruder, there is more material at stake. Unless the process is as fast as possible, a mistake can lead to thousands of pounds of very expensive product going to the dumpster.
One of the challenges that can influence residence time is the smoothness of internal machinery, Steele noted. All metal surfaces should be highly polished. Microfractures on any metal surface including the screw or dead spots on the crosshead will slow down the material, creating gels.
“Gels are caused by variations in molecular weight that appear in the extruded product,” Steele said. A gel is typically a spot in the melted plastic in which the molecular weight is significantly higher than that of the plastic around it. They can be caused by a few factors. At Microspec, Steele refers to these as e-gels and p-gels. An e-gel is caused when a process is not under control due to uneven heat distribution throughout the extruder and the crosshead. P-gels are caused by a dirty reactor when the polymer is manufactured.
The trouble is, those higher-molecular-weight areas have an affinity for each other, meaning they tend to grow. There are a few tricks to getting rid of them, with varying levels of success. Steele explained that some extrusion houses put them through a filter pack or screen pack. This can work sometimes, although more often the gels will simply reform downstream. Microspec has proprietary methods for getting rid of gels, and they are closely guarded secrets of the trade.
Gels can be a cosmetic problem. The gel spot changes the way the tube reflects light or may cause one section of the tube to feel different, leading to an impression of poor quality. But gels can also cause dimensional problems. Occlusions on the inner diameter of a tube, for example, could impede the progress of a lead during surgery. If the gel is on the outer diameter, it could cause an occlusion that leads to patient discomfort or cause improper fit for a shaft meant to go around the tube.
Cooling and annealing
The way a component is cooled depends on the desired characteristics of the final part. “Cool it quickly, and the tube stays amorphous and imparts a transparent amber color. Cool it slowly, and crystals form for a tan opaque finish,” Steele explained. Cooling can be done using water, oil or air. The higher the mass of the plastic, however, the slower it needs to be cooled. Sometimes, the PEEK tube will be annealed to enhance crystallinity. To anneal the tube, you have to be in that glass transition stage, but smaller tubes need less time to anneal.
Keeping an eye on PEEK
PEEK continues to be a sought-after material as an alternative for stainless steel and other metals in components for catheters used for coronary valve, stent or graft delivery. In addition, PEEK can be used as a replacement for steel components used during many minimally invasive procedures. Take care when selecting your extrusion house. They should be able to demonstrate a deep knowledge of work that goes into extruding PEEK, while keeping an economic eye on the cost of the material and the turnaround needs of the OEM.


