Real-time monitoring can provide the end-to-end visibility across production centers that medical device manufacturers need to excel.
Louis Columbus, IQMS
The challenge every medical products manufacturer faces in attempting to excel at smart manufacturing is knowing which data produced by operations is the most and least valuable — and why. However, instead of attempting to capture every one of the many diverse data streams their operations produce, manufacturers successfully making progress on their smart manufacturing initiatives take a focused, precise approach to capturing data. To support these efforts, they increasingly rely on real-time monitoring.
A recent Decision Analyst survey conducted in conjunction with IQMS/Dassault Systemes quantifies how a precise focus on real-time monitoring improves manufacturing outcomes. In interviews with 151 North American manufacturers, 81% said real-time monitoring is improving their business. Further, 69% rely on real-time monitoring to increase the accuracy of tracking production time, downtime, total parts created, rejects and parts to be produced. Other reasons cited for adopting real-time monitoring included improving schedule accuracy, achieving better levels of inventory control and improving order cycle times.
Among the medical product manufacturers surveyed, 87% said real-time monitoring is improving their business, and 90% reported that the main reason they rely on real-time monitoring data is to pilot entirely automated production shifts and then move them into full production. Meanwhile, 63% said that real-time monitoring improves track-and-traceability.
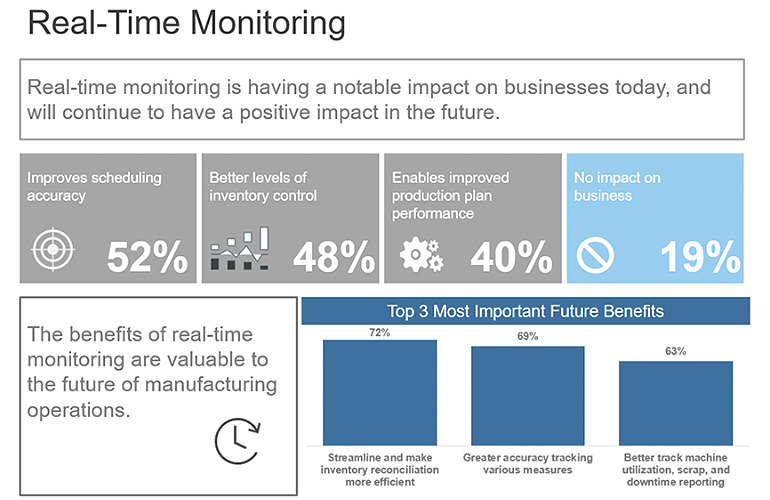
[Source: Where ERP Is Making The Greatest Contributions To Growth, IQMS Manufacturer’s Survey Results Q2, 2018]
1. Removing production bottlenecks that other sources of data don’t catch
By far, the most frequently mentioned benefit of real-time process monitoring is its ability to capture data on why bottlenecks are happening and why. One medical products manufacturer said they were able to reduce scrap by 39% while improving on-time deliveries by over 60% because of the real-time monitoring data now included as part of their quality management and compliance systems. There was also mention of cycle times, perfect order performance, yield rates by the process and return material authorization (RMA) rate drops — suggesting that real-time monitoring can provide the truest measure of machinery yield.
2. Reducing hard and soft fault errors.
This is about knowledge of online tool conditions and improving mean time between failure (MTBF) and mean time to repair (MTTR). Real-time monitoring down to the tool and machine level reduces hard fault errors, including tool breakage, door closure, tool presence and workpiece presence. Additionally, it helps manufacturers to troubleshoot and solve soft faults attributable to machinery acceleration, temperature variation, force and vibration.
3. Improving track-and-trace accuracy in production plants
Real-time monitoring enables medical device manufacturers to achieve and stay in compliance with the FDA’s 21 CFR Part 821 requirement, in addition to many additional customer-driven audit requests regarding track-and-trace. Today, mid-tier medical device manufacturers typically can expect to host between 70 to 90 audits each quarter, further making real-time monitoring essential for meeting FDA and customer requirements. Better track-and-trace accuracy can also lead to greater real-time logistics synchronization.
4. Improving product quality in mixed-mode manufacturing environments
Medical device manufacturers are pursuing new business models by broadening the base of products they produce, often relying on configure, price, quote (CPQ) and product configuration strategies. But taking on more customized product manufacturing means having to navigate between mixed-mode and customized order requirements. Real-time monitoring gives device makers the flexibility to track how each workflow is performing and know if there’s a problem with a specific, customized production run.
5. Gaining valuable feedback on product and process simulations
Real-time monitoring is also invaluable in getting insights into how simulated production runs will perform before an actual product is ever produced. It also can provide the data needed to define the optimal shop floor instruction and machinery combinations based on real-time data analyzed as a simulation to see which will deliver the optimal new product.
6. Achieving greater sustainability across production networks
Real-time monitoring excels at monitoring energy consumption and finding waste in any production process and therefore is essential for attaining sustainability goals across all production centers.
Smart manufacturing strategies can only succeed when the data has a low enough latency to be useful. Real-time data enables manufacturers to find trouble spots and respond quickly, alleviating potentially greater problems in the future. Real-time monitoring enables the end-to-end visibility across production centers that is empowering medical device manufacturers to excel.
Louis Columbus is a principal at manufacturing enterprise resource planning company IQMS (now Delmiaworks, part of the Dassault Systèmes family).
The opinions expressed in this blog post are the author’s only and do not necessarily reflect those of Medical Design and Outsourcing or its employees.

![A photo of the Medtronic GI Genius ColonPro polyp detection system flagging a potential sign of colon cancer during a colonoscopy. [Photo courtesy of Medtronic]](https://www.medicaldesignandoutsourcing.com/wp-content/uploads/2024/04/Medtronic-GI-Genius-doctors-268x170.jpg)

