Most medical-device designers are unfamiliar with the fine limits of micromolding. For instance, today’s capability can shape parts with details down to 0.005 in. But even that limit may give way with more recent developments.
Lindsay Mann, Director of Marketing, MTD Micro Molding
Many design engineers have expressed interesting, but incorrect, assumptions relating to micromolded parts. Because micromolding is an emerging technology with a shortage of accurate information, this data vacuum creates fertile ground for myths and misconceptions. Most myths relate to the designers’ prior experience with “normal” or “macro” injection molding. Here are two common myths:
 Myth #1: You can be successful molding micro-sized parts on standard sized molding machines.
Myth #1: You can be successful molding micro-sized parts on standard sized molding machines.
The assumption is that with a little adjustment and some refinements to make closer-tolerance tools, most smaller injection-molding machines should be able to make micromolded parts.
This is perhaps the most dangerous myth because it’s completely untrue. It also impacts the customers’ supplier selection and sets the unprepared supplier up for failure. About 20% of MTD’s new business each year comes from “rescuing” projects such as this.
Notwithstanding the highly specialized ability to create a mold capable of producing micro-sized geometries and tolerances, the entire micromolding system must be designed to operate differently than does a “macro-system.”
The source of the problem is failing to understand that miniature volumes of any material—plastic, resin or steel—behave differently than larger or normal volumes.
Every variable in the system behaves differently in the micro world, including thermal-transfer rates, mechanical strengths, flow characteristics and so forth. The differences are all driven by differences in material volumes. The result is that micromolding may look like conventional molding, but micro is a considerably different process requiring high-precision molds and real-time process monitoring.
Myth #2: The part must be microscopic to be considered a “micro part.
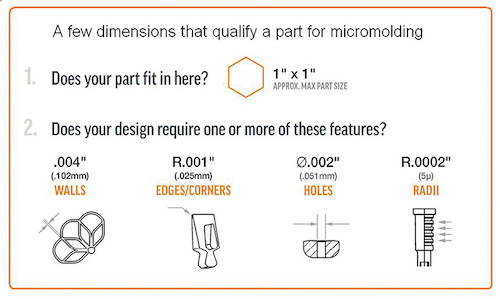
Parts as large as 1 in. square may have a compelling reason to be micromolded, such as critical tolerances (i.e. < ±0.005 in.) or micro-sized features. It is common for designers of these “larger” parts to call for small holes with diameters down to 0.003-in.
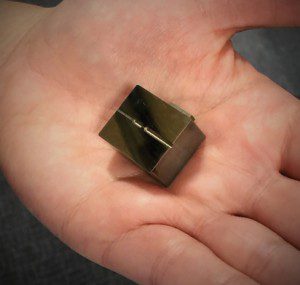
A technician holds a mold insert. The small dot between the lines in the middle is the area that creates the part geometry.
The limits of micromolding
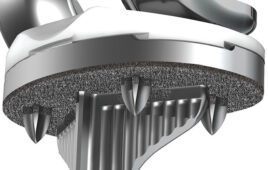
Due to the size of the mold bases used at our company, the approximate maximum part size we take on is 1 x 1 in. Such dimensions are considered gigantic in the “micromolding” world, but the parts this size can have extremely challenging features that qualify it for a micro project. A few of those challenging features include walls without draft, micro holes, sharp corners, and exotic materials such as polydioxanone.
This bioabsorbable material is rather unique in that it is rubbery at room temperature, which is below its glass transition point. Furthermore, it does not possess significant structural properties, so it will never be strong material. Its flexibility seems to limit its uses.
Its claim to fame: 50% of its initial modest strength is gone in three weeks, with complete degradation in the body in six months. This is significantly faster than all other bioabsorbable resins. The quicker something degrades in the body, the less chance of complications for the patient.
Polydioxanone has been around for a while, but you don’t often hear of it because it has a reputation for being difficult to mold. Also, because of a lack of strength, there are few useful medical devices to make from it. It is also extremely expensive (~$15,000/ kg). But we are working with this material more often and having success molding some parts. This opens more applications for it.
The smallest part in the world
As you would expect, there are limitations to small details. However, we are pushing those limits every day.

The 100x magnification photo provides a look at a mold for the “smallest part in the world.” Even at 100X, the part is barely visible.
Micro-molded parts continue to get smaller and so are getting more precise with nearly invisible details. The smallest micro-molded plastic part ever reported was a PET component weighing 0.00012 grams, which went into mass production in 1998. It was first reported in 2002 (molded by MTD Micro Molding, formerly Miniature Tool & Die). Also, a POM micro bobbin weighing only 0.00015 g was reported by Sodick Inc., in Kanagawa, Japan. It was molded in 2005 on a TR10EH2 micromolding machine.
From late 2010 to 2012, MTD successfully molded an EVA ophthalmic part used for glaucoma treatment that weighs only 0.00000313g. This feat required MTD’s Sarix technology, which uses cutting tools that are the diameter of a red blood cell, to make a precise gate measuring 0.0018 x 0.0008 in.
Sarix precision
Sarix milling equipment is responsible for making these tiny parts and features. The machine is known for its high quality and precision. Sarix lets micro-machinists create fine details with little electrode wear. Although graphite electrodes can machine sharp corners with 0.001 to 0.0015-in. corner radii, Sarix has such minimal wear that corners can measure at five microns (0.0002 in.), with a tolerance resolution of 0.000004 in. and glass-like surface finish (Ra 0.05). Sarix micro EDM capability lets us make edge features that were not possible before it, with finishes that are mirror-smooth and perfectly detailed corners, edges, and surfaces. This capability gives more flexibility when making more innovative, complex product designs. The capability has been in house since June of 2009.
What’s in your toolbox?
Understanding what’s possible is just as important as knowing what is not. Many part designers would be surprised to learn what’s possible with micro-injection molding. Understanding what materials, features, and tolerances are actually feasible with molded plastic adds tools to their toolboxes to considerably broaden design possibilities. Such knowledge lets better medical devices enter the marketplace. This makes next-generation products work more effectively, provide better patient results, and at many times, cost less money and time to produce.
Choosing a micro-part’s material
Material selection is a critical step in product design and manufacturability. The correct material drives tolerance, dimension, strength, usability, design, speed-to-market, critical features, and cost.
Know what is needed from the selected material. There may also be a better – and sometimes, less expensive – choice. For example, you may have had success machining parts out of PEEK and assume it is the best material choice for injection molding the same part. You may be surprised to learn that you can get the same (or better) results from a material such as polypropylene. The result? Injected molded parts that meet or exceed functional requirements with savings measured in thousands of dollars per kilogram. Here’s a primer on micromolded materials:
Bioresorbable materials are widely used in micro-medical applications because they dissolve or are absorbed by the body. Bioabsorbable stents, implantable staples, and screws are frequent applications.
Additives and fillers for bioabsorbable materials include color concentrates, pharmaceuticals for drug elution, and TCP (tricalcium phosphate).
 Thermoplastics are polymers that become pliable and moldable above a specific temperature, and return to a solid state upon cooling. This property makes thermoplastics an ideal choice for micromolding miniatures such as fixation screws and thin-walled components.
Thermoplastics are polymers that become pliable and moldable above a specific temperature, and return to a solid state upon cooling. This property makes thermoplastics an ideal choice for micromolding miniatures such as fixation screws and thin-walled components.
Common additive and fillers for thermoplastics include barium sulfate, carbon fiber, color concentrates, glass fibers, glass spheres, and nucleating agents.
Selecting a manufacturer to build a tool, validate the molding process, and be a partner through full-scale production is a big and important decision to the success of a medical-device program. An experienced molding house will have a proven, standardized process and will work to meet expectations and requirements
On the horizon
Several promising techniques for molding will soon be available for wider use. Here are three:
Ultrasonic molding—Some say ultrasonic molding is the most radical approach to molding in perhaps 100 years. Our company has invested in an ultrasonic molding machine. It uses an ultrasonic horn to push plastic pellets into the mold, which are not heated in advance as they are with a traditional molding machine. The expectation is that ultrasonic molding will increase flow and reduce waste. Smaller and thinner parts with more details may be possible.
There is one big difference between an ultrasonic and conventional injection molding machine, such as those from Sodick and Battenfeld. Those conventional units employ a screw-over-plunger design in which the screw melts material and meters it to a plunger system, which pushes the molten material to the mold.
In ultrasonic molding equipment, pellets are transferred to a plunger pot in front of an ultrasonic horn. The horn is brought in contact with the pellets and energized to nearly instantly melt the material and deliver it to the mold cavity. This results in almost no residence time for the resin, which minimizes the heat history the material sees during the process.
Materials doped with drugs—Expect to see more drug-and-material combinations now that it has been successfully molded. MTD has experience molding materials compounded with active drugs and maintaining a high level of drug throughout the molding process.
3D printing of inserts—Current technology allows 3D printing as an option only for limited, simpler geometries. However, there is technology for achieving micro-level detail. The technology has demonstrated that ultra-precise 3D printing can be done on a micro scale, so the expectation is that it will grow to a larger platform to let us use the technology for mold inserts. As it stands, there is a large gap between tiny, fine detail 3D printing and larger, without fine detail 3D printing. This gap is starting to close which gives us hope that the technology will be expanded to a more useful size in coming months. Technology for printing is available so the challenge is to feed it to something useful so prototyping can be done with the machines. One goal is to scale the technology and add more material options, making it useful for prototyping.