Lean manufacturing is commonly associated with automotive manufacturers but medical device makers are rapidly discovering the advantages of using it in their marketplace. This article discusses the benefits that can be realized with the implementation of lean systems in a highly regulated manufacturing environment.
 In the one piece flow cell, an operator assembles, tests, and packages in a batch size of one. |
By Kevin Duggan
At a Glance
“It’s a challenging industry. One defective product gets to a customer, the results could be life ending. Quality is the number one concern. Without a quality reputation, there won’t be a business. And you want us to focus our efforts on lean?”
Create an appropriate response to this question. A speech about how lean and quality go hand in hand might be one answer. Building in quality and not inspecting it in or how flow cannot be achieved without quality are other possible replies. While these are all good answers that are actually factual statements, they aren’t the only options. An excellent alternative would be, “No, I would like you to focus your efforts on achieving operational excellence.”
It’s time to think differently about lean in the medical device manufacturing industry. Lean books and teachings are not doing it. Learning about Toyota’s success with lean doesn’t excite this industry, and for good reason—they are not car companies. With the best intentions, some medical device manufacturers have applied lean in the form of kaizen (continuous improvement) and value stream mapping. Yet the bottom line has not changed as the company has not aligned itself around the lean way of thinking; they have only adopted lean tools. This has happened in the medical device industry for many reasons but it can be explained in one statement: Most medical device companies have difficulty seeing where lean principles will lead them in their challenging environment. The counterpoint to that is: Applying lean principles will lead them to operational excellence.
Defining Operational Excellence
It’s called the ‘elevator speech.’ Try to explain to someone what operational excellence is during a short ride on an elevator, approximately 20 seconds, keeping in mind that it has to be simple and concise. “Operational excellence is when each employee can see the flow of value to the customer, and fix that flow when it breaks down.” It’s that simple.
 Each operator knows the door to door value stream flow and how far their process is to the customer. |
What this means is that each employee knows that the product moves from process A to process B in a specific quantity, at a specific time, to a specific location; otherwise, something is wrong. Additionally, when something does goes wrong (and it will), they know what to do to fix it, without seeing their supervisor, reporting to management, or having a meeting. This happens in the office as well, where employees can see the flow of a customer order through several business processes and fix that flow when it breaks down in the same manner.
Think of it as orders flowing (from order entry through manufacturing to delivery) through a pipe. Someplace (in the office or on the manufacturing floor) the pipe gets clogged and the flow stops. The operators would know what to do to unclog the pipe and allow flow to resume without any management involvement. Employees create and maintain a lean flow, while management focuses on growing the business.
Seeing the Flow of Value
What if anyone could walk to any area on a production floor and visually depict exactly how many processes each station is away from the customer? From any process, they would know how long it takes to get to shipping from that point. If it is simple enough so a visitor could see the flow, then each operator can see exactly where they stand and how their operation flows in the value stream.
From a larger viewpoint, there are different levels of flow that must be considered:
- Process Level – One Piece Flow
- Connection Level – FIFO
- Supermarket Connection
- Value Stream Level
 When work backs up, operators know to start manually cleaning, without seeing their supervisor. |
The lean tool of value stream mapping (VSM) is intended to do just that. It teaches how to develop product families, create a current state map of the existing flow (or lack there of), then develop a future state based on lean guidelines, along with an implementation plan that gets it done. There are two main points in value stream mapping that most companies miss:
- Building future states is not done by team brainstorming or kaizen.
- Successful VSM classes align a company in thinking.
Lean future states are designed to flow. Using the eight lean guidelines of a lean value stream, the intent is to connect processes and provide a lean flow to the customer with very little waste. A lean value stream that followed these guidelines would have:
- Takt Time – The rate of customer demand
- Finished Goods Strategy – Build to customer demand or to finished goods
- Continuous Flow – Where can one-piece flow be implemented?
- First In First Out (FIFO) – Where can FIFO be implemented?
- Supermarket – Pull systems used where continuous flow and FIFO can’t be used
- Pacemaker – The single point in the value stream that is scheduled
- Interval – The time it takes to cycle through the parts in each product family
- Pitch – Management time frame: How often do we know things are going right or wrong?
Implementing these lean guidelines results in a value stream that flows. All that is left is to create it in a way that each employee can see it. Enter visual systems. The myth is that visual systems organize a factory and make it look nice and neat. Everything is labeled and everyone knows where everything is. It’s time to break that myth. Visual systems should be designed to allow everyone to see the flow, even visitors. They should allow everyone to have the capability to answer the questions, “Are we on time to customer demand?” and “Is everything flowing the way it should be?” Simple ways to accomplish this can be color coded FIFO lanes, colored zones in supermarkets, and identified areas of overproduction indicating a problem.
Fixing Flow
It is inevitable that value stream flow will fail; therefore, what matters is how the problem is addressed when it does happen. Standard work is the solution that drives operational excellence. So the question then becomes, “What is the standard work when flow breaks down?” In the lean environment, the answer cannot be to call the supervisor.
 A value stream map shows the material and information flows required to bring product to the customer. (Click here to enlarge) |
The key is to keep the decision making to a minimum, and that can be illustrated in a simple example. Two processes are connected by a FIFO lane that is divided into three zones—green, yellow, and red. If parts are backed up into the green, everything is normal. If parts are backed up into the yellow (caution), something is going wrong. The consuming process may have standard work that tells them to rotate breaks to catch up (without asking a supervisor). If parts are backed up to the red section, the operator would go to the phone and call in second shift early, again, without asking a supervisor. Other methods include an escalation method to let management know that flow broke down and a fix is in process.
Case in Point
In June 2005, Sapphire Engineering, part of IDEX Corporation, was a typical medical device company that built in batches for lot control and efficiency. Management was by department and each manager scheduled in batches of 500. If any mistakes were made, they would have to rework 500 pieces. This isn’t an easy task when dealing with tolerances as tight as 40 millionths of an inch in a clean room environment. “It was a lot more difficult than we thought it would be,” states Joe DiSabato, vice president of operations. “We were doing isolated improvement events for years and achieved minimal bottom line results. We had to break down some paradigms. The first step was to assign a value stream manager.”
A value stream (VS) manager is the person responsible for implementing the future state value stream from raw material to shipping. Attributes of a good VS manager include:
- Making sure everyone clearly understands the customers’ needs
- Making sure everyone clearly understands the value stream flow
- Focuses on people taking responsibility for the flow
- Knows there will be problems and teaches flow and process solutions
- Never “tells” people what to do, uses education and influence so they see what to do
- Facilitates learning by teaching and learning by doing
- Walks the value stream and asks the five whys to encourage root cause problem solving
- Has a “follow me” approach
Brad O’Brien, formerly a part of Sapphire’s engineering department, was assigned to be the value stream manager. In this position, he was tasked with implementing a lean flow for the manufacturing of check valves. His focus was to develop a model line that used the guidelines of a lean value stream to create a lean flow. “Heavy analysis was needed,” explained O’Brien. “First, we learned the value stream basics, and then we applied the advanced lean concepts of mixed model techniques to help lower batch sizes and level load the schedule for the most erratic of environments. Sapphire can build and ship everyday now, regardless of the complex environment.”
The Case Company
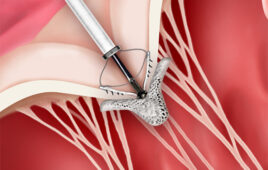
IDEX Corporation is an applied solutions company with 4,300 employees and operations on six continents. It serves a highly diverse set of customers including fluidic and metering technologies, health and science, dispensing equipment, and fire safety products. In the last eighteen years, IDEX has acquired 32 companies to make it a $1 billion company. As part of its commitment to operational excellence, IDEX is actively implementing lean value stream principles across its high mix/low volume operations. Sapphire Engineering, a company owned by IDEX, is a leading U.S. supplier of custom precision analytical and diagnostic components for OEMs. These devices include analytical LC fluid path components and subassemblies, such as pistons, check valves, and flow cells, that are used in blood diagnostic equipment. |

“For example,” DiSabato added, “by applying lean mixed model principles, our batch sizes on check valves went from 500 pieces to 50 pieces, and now down to one piece. We used to batch everything and try to build to a forecast. Custom orders were always difficult to squeeze in between batches. With our smaller batch sizes (and lead time), we now build to order and custom orders are slotted right in with daily production.” When asked about the impact to quality, DiSabato responded, “Sapphire has the reputation for highest quality; it’s always top on our list and it has to be. Our lean implementation only helped this as inspecting batches of parts caused the entire batch to be rejected and we had to spend time sorting and reworking batches. With a lot size of one, we now spend time building orders for customers. Not only have we maintained our quality reputation, our on-time delivery improved from around 85% to consistently in the 99% to 100% range.”
What separates Sapphire Engineering from other companies on their lean journey is how they’ve embraced operational excellence. Once their lean flow was created in a value stream, they went beyond it by developing ways to teach the operators how to see flow and how to fix it when it breaks down. In addition, they have accomplished this with simple visual systems that allow everyone to see the flow, even if they are just a visitor.
O’Brien explained, “Each Wednesday, we do a value stream walk. People from all areas sign up for these walks. Our goals are to have the flow so visual that it can be a self guided tour, even for visitors. Once we could get people to see the lean flow, we could also get them to see when or where the flow broke down.”
“As a result of this we noticed something very interesting. Department boundaries began to informally disappear. Machinists now talk to assemblers about the flow. Our people know how far the part they are working on right now is from the customer, and they work to maintain and improve that flow.”
Sapphire’s journey to operational excellence also took them outside their four walls. “With the implementation of the fourth value stream, we began to uncover problems that weren’t able to be controlled in our facilities,” explained DiSabato. “We knew now it was time to look to our suppliers to help increase our on time delivery.”
DiSabato also commented on the overall results of their efforts. “We knew we would see good results from applying lean principles, but never expected to see results of this caliber.” He explained that Sapphire not only enhanced financial performance through current clients, but also believes they will secure new customers and bring old customers back to increase overall market share.
When asked what was next on their journey, DiSabato and O’Brien both agreed on the next step. “We need to put more flow into our business processes. The same principles will apply there as well.”
A walk through Sapphire is certainly impressive. One can see a high tech product produced in a lean flow. A talk with their operators is even more impressive, as they not only know the flow, but they can explain it and teach it. Furthermore, they know what to do when that flow breaks down. Sapphire is a company in the medical device manufacturing industry that certainly understands and applies operational excellence. The results have not only showed on the bottom line and in increased market share, but also on the customer service attitude of the employees who show up for work every day.
Author Recommendation
For additional reading material, the author suggests Learning to See, by Mike Rother and John Shook, and Creating Mixed Model Value Streams by Kevin Duggan.
Online
For additional information on the technologies and products discussed in this article, visit the following websites:
Kevin Duggan is an expert on implementing lean concepts in regulated environments and a faculty member for the Lean Enterprise Institute, a non-profit organization founded in 1997 to advance the principles of lean thinking. Duggan has worked with manufacturers in many industries including makers of medical instruments, orthopedic devices, and cardiovascular devices. In 1998, he formed Duggan & Associates and began teaching and implementing lean. In 1999, he began working with the Lean Enterprise Institute running seminars on advanced lean concepts for various industries all over North America. Duggan mentors many senior executives of major companies on their lean journey towards operational excellence. Duggan can be reached at 401-826-2007 or kduggan@dugganinc.com.